Цена 4,70 руб.
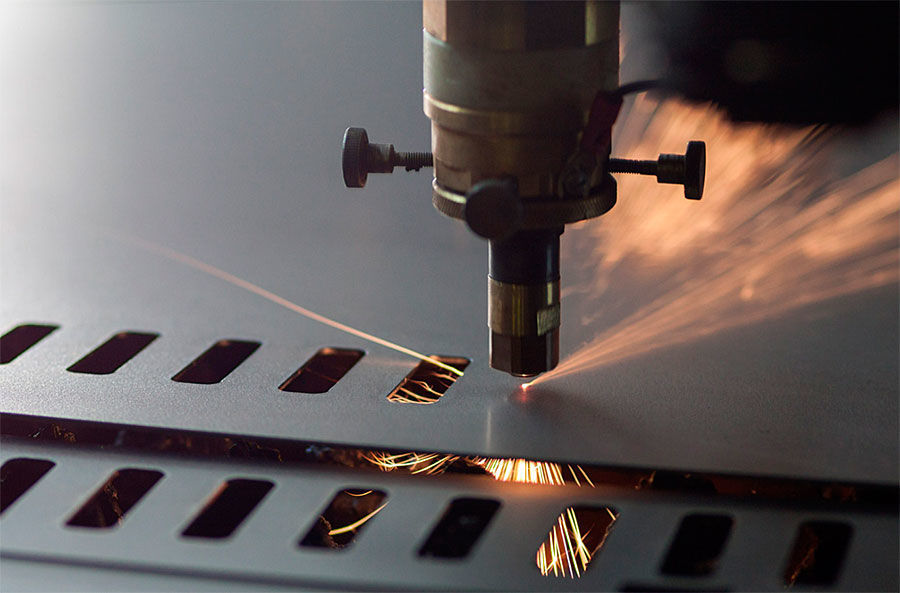
Пробивка стального листа – разновидность перфорации металла. От прочих методов она отличается тем, что для получения отверстий выполняется механическое надавливание инструмента на металл, без предварительной термической обработки.
Компания «Металлобаза» принимает заказы на пробивку отверстий в металле различного вида, включая стальной прокат и заготовки. Работа выполняется на современном оборудовании с ЧПУ, обеспечивающем высокую точность обработки.
01

ЗВОНОК ИЛИ ЗАЯВКА
Cвязаться с менеджерами одним из указанных на сайте способов
02

ТЕХНИЧЕСКОЕ ЗАДАНИЕ
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
03

СОГЛАСОВАНИЕ
Обсудить подробности заказа, подписать спецификацию и договор
04

ИЗГОТОВЛЕНИЕ
Изготовление и доставка
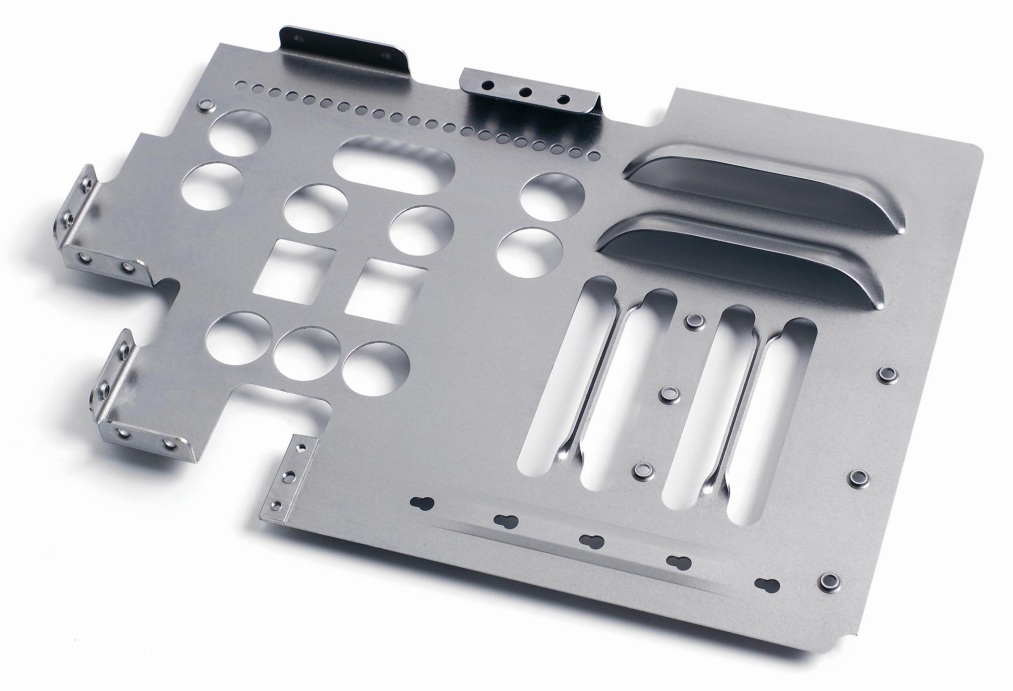
Примеры работ


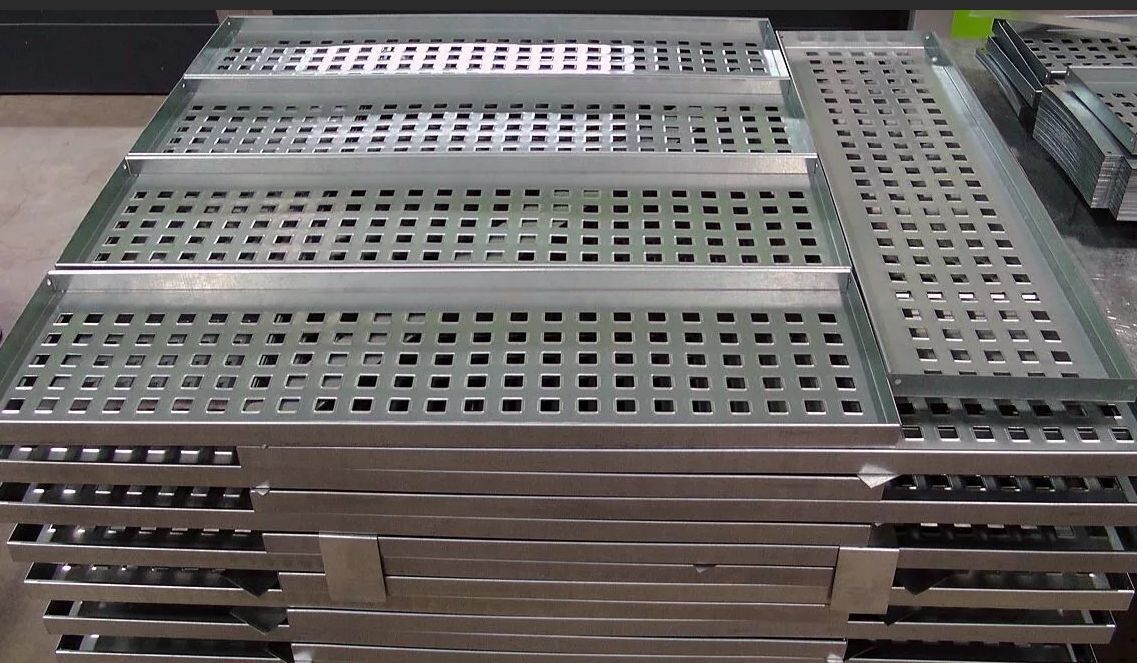



Цены на пробивку стали
| Толщина металла, мм | Холоднокатаная сталь | Оцинкованная сталь | Нержавеющая сталь |
|---|---|---|---|
| 0,35 | 5,50 | 5,50 | 5,50 |
| 0,5 | 5,50 | 5,50 | 5,50 |
| 1 | 5,20 | 5,20 | 5,20 |
| 1,5 | 5,20 | 5,20 | 5,20 |
| 2 | 5,20 | 5,20 | 5,20 |
| 2,5 | 5,60 | 5,60 | 5,60 |
| 3 | 5,60 | 5,60 | 5,60 |
Особенности пробивного оборудования
Пробивка стали осуществляется с помощью различных станков и инструментов:
- ручные, полуавтоматические – операции выполняются человеком;
- автоматизированные – алгоритм работы устанавливается программой, участие оператора минимально.
Как на ручных, так и на автоматических станках для пробивки стального проката применяются различные типы пробойников и штампов.
Автоматизированные системы, управляемые ЧПУ, обеспечивают высокую производительность выполнения операций, сокращают трудоемкость процесса. Программа управления позволяет задать все необходимые параметры готового изделия: количество отверстий, их диаметр, форма, место расположения.
На револьверном станке располагается барабан с широкой номенклатурой пуансонов. После закрепления на рабочем столе листового металла программа самостоятельно выбирает нужный инструмент для пробивки с учетом заданных параметров.
Более совершенный вид пробивочного оборудования – координатно-пробивные станки. Они оснащаются штампами, способными выполнить отверстие в любом указанном месте заготовки за счет способности перемещения по всей поверхности листа.
Этапы работ
Пробивка стального листа выполняется в несколько этапов:
- Лист металла фиксируется на платформе. Это исключает случайное смещение элемента и сбой настроек. Перемещение заготовки осуществляется приводной системой по установленной траектории.
- Программирование параметров. Оператор проверяет технические характеристики перед занесением в память управляющего блока. Проверка обязательна, так как в случае ошибки при производстве партии заготовок все они окажутся неликвидными.
- Анализ толщины листа. Процедура позволяет корректно подобрать давление на поверхность металла. При сильном нажатии тонкие стальные листы могут деформироваться, появится волнообразный эффект. Толстый металл тяжелый, что затрудняет плавное перемещение при пробое отверстий.
- Запуск станка. Несмотря на полную автоматизацию контроль работы оборудования осуществляется оператором.
Компания «Металлобаза» работает на заказ, выполняя различные виды обработки металлов с гарантией качества исполнения.

{kind=link}